





聯系我們
聯系人:
梁小姐
手機:
13538810811
郵箱:
zcc@isozcc.com
電話:
020-37889183
QQ :
2885295578
傳真:
020-38861879
審核研究一
發布時間:2019-02-27 來源:廣東中之鑒認證有限公司
過程確認案例介紹
為什么說電力行業是需進行確認的過程
《架空送電線路及避雷線液壓施工工藝》
《架空送電線路及避雷線液壓施工工藝》
本人在審核電力行業《送變電工程》企業或在資料審查時,遇有企業未將《架空送電線路及避雷線液壓施工工藝》列入7.5.2條款進行控制,我認為這是不正確的,專業審核員應認真慎重對待這一過程的控制要求,加深對此工藝的學習和理解.
其理由是:
一.電力施工企業實施液壓工藝過程有《鍍鋅鋼絞線接續》、《鍍鋅鋼絞線與耐張線夾壓接》、《鋼芯鋁絞線鋼芯對接鋼管壓接》、《鋼芯鋁絞線鋼芯對接鋁管壓接》等工序,各種類型的壓接所關注的質量特性是保證壓接后的握著力不應小于導線及避雷線保證計算力的95%。而壓接后的產品是不能進行拉力試撿進行監視和測量的,因此壓接過程是典型的特殊過程。
二.中華人民共和國水利電力部部分頒標準所采用液壓管的外形及各種管子壓前在導線一與避雷線上的“定位印記”量尺尺寸;
4) 耐張線夾鋼錨U型環與鋁管引流板相對方位的要求;
5) 液壓鋼模、壓接管壓后尺寸及質量補充要求;
6) 液壓時,油壓機必須達到的油壓力;
現將《規程》中有關重點要求介紹如下:
1.第一章《一般規定》:
笫1.0.1條 本規程適用于架空送電線路中,以高壓油泵為動力,以相應鋼模對導線及避雷線進行液壓施工。接續管及耐張線夾為圓形,壓后呈六角形。
笫1.0.2條 液壓施工是架空送電線路施工中的一項重要隱蔽工程,操作人員必須經過培訓及考試合格、持有操作許可證方能進行操作。操作時應有指定的質量檢查人員在場進監督。
笫1.0.3條 所使用的液壓機必須有足夠與所用鋼模相匹配的出力。
笫1.0.4條 為了對每個工程都準確無誤地進行液壓施工確保質量,在操作前,操作人員必須備有并熟悉該工程經批準的施工手冊(或技術措施)。手冊中至少應包括下列有關內容:
1) 導線及避雷線的具體規格及有數據;
2) 所采用液壓管的外形及尺寸(包括公差);
3) 各種管子壓前在導線一與避雷線上的“定位印記”量尺尺寸;
4) 耐張線夾鋼錨U型環與鋁管引流板相對方位的要求;
5) 液壓鋼模、壓接管壓后尺寸及質量補充要求;
6) 液壓時,油壓機必須達到的油壓力;
笫二章 液壓操作
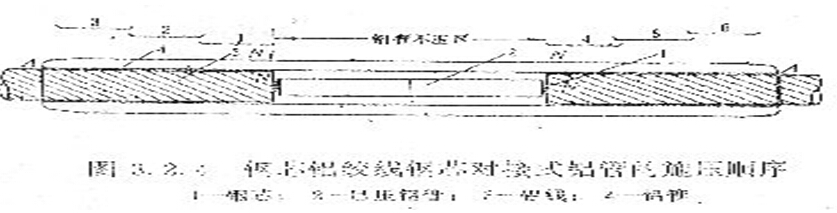
第3.2.4條 鋼芯鋁絞線鋼芯對接式鋁管的液壓部位及順序見下圖3.2.4。首先檢查鋁管兩端管口與定位印記以是否重,內有鋼管部分的鋁管不壓。自鋁管上有N1印記處開始施壓,一側壓至管口后再壓另一側。如鋁管上無起壓印記N1時,在鋼管壓后測量其鋁線兩端頭的距離,在鋁管上先畫好起壓印記N1。
第三章 質量檢查
第4.0.1條 工程所進行的檢驗性試件應符臺下列規定:
1)架線工程開工前應對該工程實際使用的導線、避雷線及相應液壓管,同配套的鋼模按本規程規定的操作工藝,制作檢驗性試件。每種型式的試件不于3根(允許接續管與耐張線夾做一根試線),試件的握著力不應小于導線及避雷線保證計算拉力的95%。
2)如果發現有一根試件握著力未達到要求,應查明原因,改進后做加倍的試件再試直至全郡合格。
3)相鄰不同的工程,所使用的導線、避雷線、接續管、耐張線及鋼模等完全沒有變動時,可以免做重復性驗證試驗,但不同廠家及不同批的產品不在此例。
第4.0.2條 各種液壓管對邊距尺寸S的最大允許值
S=0.866*(0.993D)+0.2mm
D—管外徑
但三個對邊距只允許有一個達到最大值,超過此規定時應更換鋼模重壓。
第4.0.3條 液壓后管子不應有肉眼可看出的扭曲及彎曲現象,有明顯彎曲時應校直,校直后不應出現裂縫。
第4.0.4條 各液壓管施壓后,應認真填寫記錄。液壓操作人員自檢合格后,在管子指定部位打上自己的鋼印。質檢人員檢查合格后,在證錄表上簽名。
本人曾審核過某電力施工企業,在某變電站室外架線施工現場審核中觀察并記錄了《鍍鋅鋼絞線與耐張線夾壓接》施工人員按以上控制要求實施(7.5.2)的過程.
對界定建設工程中需確認過程的認識
陳維俊
GB/T19001:2000標準要求,對輸出不能由后續的監視/測量予以驗證的過程,包括產品在使用和服務交付之后才顯現的過程,應進行過程能力的確認。
這里有兩點需要注意:
一是,這些輸出中哪些特性需要監視和測量,二是能否進行監視和測量。
如果一些輸出的特性不需監測,即使不能監視和測量也不能算是標準需確認的范圍。
例如:結構焊接,一般情況,我們關注的是焊接后的焊件力學性能,對焊樣進行力學性能試撿,而不去監測焊接的其他影響。
又如:同樣是焊接,家用電器上點焊,要求是焊點的間距,并不要求每點的力學性能要求(焊距是可以測到,故不屬7.5.2控制的內容)。
在審核實踐中,通常碰到有不少的施工企業把隱蔽工程界定為特殊過程,認為需要進行過程的確認,筆者認為這不妥當,至少還得進一步識別和界定。
所謂隱蔽工程,是指:某道工序施工后,上道工序的外觀成果被隱蔽。
如:
①加筋砌體,在砌筑過程中將加入的鋼筋隱蔽;
②抹灰工程將砌體隱蔽;
③回填土方將原結構隱蔽;
④貼地磚將原結構隱蔽;
很明顯,上述過程的輸出均可以監測,故不屬7.5.2控制的內容。
是否對某過程進行確認還與使用的監測手段有關。如:燃氣管道焊接,如果在施工過程中有條件對焊縫進行100%探傷檢查,此種情況下的焊接過程就不
需要進行確認。
如果只能對焊接的樣品檢查,則該過程應為需要確認的過程。
7.5.2過程確認是一個純的事前控制過程,其輸出是7.5.1條款實施的依據。(如:使用特定的方法和程序,在7.5.1實施時要遵守)。
還應注意:需確認的過程與關鍵過程不能混淆,不能把需嚴格控制的過程說成“特殊過程”。
鑒于上述理由,筆者認為,建設工程中需確認過程有:結構焊接、大體積砼澆筑、灌注樁機施工、水下砼澆注、防水屋面施工、預應力張拉、電纜避雷壓接(于輸電線路抗拉要求時),燃氣管道的焊接與防腐、電梯工程中的膨張螺絲的設置、園林工程中的大樹移植、房地產開發中房屋的使用功能(開發策劃過程)等。
潤膚水的生產過程確認
(類似過程:潤滑油的生產)
陳永堯
特性識別:
| 特性 | 要求 | 重要性 | 驗證情況 | 質量風險 | 結論 | |
| 細菌數 | 標準 | 重要 | 每批 | 大 | ||
| 重金屬 | 標準 | 重要 | 每年/變更 | 小 | ||
| 耐儲存性 | 標準 | 重要 | 每批 | 中 | ||
| 護膚性 | 使用 | 重要 | 鑒定時 | 大 | 特殊 | |
說明:普通的蒸餾水可完全滿足產品標準(國標)要求,但無護膚性。護膚性在出廠前無法檢測。某些商家為了降低成本,而任意降低價高的有效物含量。
1. 過程識別:(工藝流程略)配料過程對產品護膚性有關鍵影響。
2. 失效分析:
● 配方錯誤?原配方被非授權更改?配方更改人員資格錯;
● 配料錯誤?監管不嚴、無法可依、計量器具錯誤、人員不負責任等。
3.確認準則:(應包括)
● 配方更改的確認——方法(評審、批準)及相關人員資格;
● 配料過程確認——方法(配方、物料、稱量精度、監稱、投料順序等)、人員、計量器具、記錄。
對過程策劃的審核:
● 考察責任人對特殊過程的理解;
● 考察是否形成確認準則;
● 相應準則是否可保證過程能力;
過程能力的審核:
● 是否有產品質量方面的投訴;
● 是否按準則實施確認、再確認;(查記錄、現場操作、設備等)
● 考察某關鍵物料某時段的用量是否與產量、配方相一致;
● 考察配方管理及其變動情況;
討論
● 檢測的終點以出廠為界。如以受精蛋為產品,授精為特殊過程;如以小雞為產品,授精不是特殊過程;
● 特性雖不可測,質量風險大者其過程必須確認,風險小者可不確認;如結構件/裝飾件的焊接;
● 過程確認的具體項目,由相應不可檢測特性的失效分析確定,且應考慮其質量風險。
關于橡膠/塑料制品企業7.5.2條款刪減及審核
張岳星
在橡膠/塑料制品企業審核過程中,碰到制造不同產品的企業,對于7.5.2條款的處理問題上,企業觀點一不致,做法也各不相同。如:塑料吸塑包裝制品,有些企業說到為特殊過程,有的則實施刪減,許多審核員認為:注塑、吸塑、硫化等工藝的橡/塑制品,均不能刪減7.5.2條款。
本人審核過多家橡/塑制品的企業,對7.5.2條款的刪減,有不同的看法:關于7.5.2生產和服務提供過程的確認要點是“過程的輸出不能由后續的監視或測量加以驗證時,要實施確認,這包括僅在產品或服務已交付之后問題才顯現的問題,確認應證實這些過程實現所策劃的結果的能力”。
我個人認為:橡/塑制品中,并不是所有涉及注塑、吸塑、硫化生產過程的制品均視為特殊過程,審核過程中是否同意企業刪減7.5.2條款,應視該產品的使用特性或對該制品的測試和測量的結果而定。
案例:某企業生產用于工業包裝用的吸塑制品,提出刪減7.5.2條款,在現場審核中發現:該制品生產過程簡單,生產工藝成熟,同時,對產品的監視和測量的手段較完善,可通過對生產過程,工藝的控制及產品監視和測量的手段保證產品的使用滿足規定要求,同意刪減7.5.2條款。
由此類推至各行業,我認為:7.5.2條款能否刪減,主要依據產品的使用特性和對產品監視和測量的手段及結果而定,不同的產品對同一生產過程也應分別對待,不可強迫企業識別為特殊過程。
以上僅為個人觀點,僅供參考。
特殊過程確認記錄介紹
林海根
特殊過程確認記錄 確認人/日期:xxxx 審核人/日期:xxxx
| 確認對象 | 化纖紡絲過程 |
| 確認時間 | XXXX年XX月X 日 |
| 產品批號 | XXX/XXXX-XX-2222 |
| 確認參加人員 | XXX XXX XXX XXX XXX |
| 產品質量標準 | 執行GB/T XXXX-XXX標準,生產一等品 |
| 原材料情況 | 按企業原材料接受準則驗收合格,質量指標如下: 含量:XX% 水分 XX% 粘度:XXXX |
| 設備狀況 | 紡絲機已經檢修,運轉正常,壓力表和溫度計檢定在有效期內 |
| 人員上崗資格 | 紡絲工 XXX XXX已經培訓合格,持證上崗, |
| 作業方法 | 執行公司的XX/XX-XXX作業指導書的方法 |
| 紡絲控制工藝參數 | 溫度:箱體285 °C 熔體溫度:275 °C 壓力:40kg/cm2 轉速:螺桿轉速:80轉/分, 計量泵轉速:25轉/分 |
| 產品特性檢測 | 比電阻:xxx 斷裂強度:xxxx 延伸率:xxxx |
| 過程能力評價 | 按照以上控制要求,可以確保產品的合格,證實過程能力可以滿足預期的要求。 |
特殊過程焊接工藝確認舉例如下:
特殊過程“埋弧自動焊”工藝驗證表
| 過程名稱 | 埋弧自動焊 | 驗證日期 | 2002.7.12 | 主持人 | xxx | xxx | ||||||||||||||||||||||||||||||
| 驗證部門 | 技術部 | 生產部 | 質保辦 | 安全辦 | 鉚焊車間 | |||||||||||||||||||||||||||||||
| 對過程輸入的驗證 | 對過程實施和資源的驗證 | |||||||||||||||||||||||||||||||||||
| 1、 是否有詳細的工藝文件: ■ 有 □ 無 2、 工藝文件名稱及編號: 編號: 名稱: JX/QS—3010 《焊接工序操作規程與技術要求》 第二部分 埋弧自動焊崗位操作規程 3、 是否規定了工藝參數的要求和監制的要求: |
1、 人員是否經過培訓、考核和持證上崗: ■ 是 □ 否 2、 設備是否經過驗證且完好: ■ 是 □ 否 3、 是否按規定對過程進行監控:■ 是 □ 否 4、 是否按規定對過程監控結果進行記錄: 記錄名稱: 埋弧焊接控制參數記錄表 JX/QS-O71 參數名稱: 監控結果: 板厚 12 10 8 焊絲規格 2 2 2 監控電流 250A 250A 250A 焊接速度 600mm 600mm 650mm 監控時間 7.30 9.30 13.30 操作工 xxx xxx xxx |
|||||||||||||||||||||||||||||||||||
| 工藝參數名稱 | 工藝參數要求 | 是否監控 | ||||||||||||||||||||||||||||||||||
| 焊劑烘干溫度/時間 | 250°C /2小時 | 監控 | ||||||||||||||||||||||||||||||||||
| 焊接參數 | ||||||||||||||||||||||||||||||||||||
| 1. | 板厚:8-14 | 監控 | ||||||||||||||||||||||||||||||||||
| 2. | 焊接電流:250A | 監控 | ||||||||||||||||||||||||||||||||||
| 3. | 焊接電壓:32-34V | |||||||||||||||||||||||||||||||||||
| 4. | 焊速150-800mm/min | |||||||||||||||||||||||||||||||||||
| 5. | 焊絲:16-2mm | 監控 | ||||||||||||||||||||||||||||||||||
| 4、 進入該過程的原料的控制如何 是否有合格證明: ■ 有 □ 無 |
||||||||||||||||||||||||||||||||||||
| 對過程輸出的驗證 | ||||||||||||||||||||||||||||||||||||
1. 監控要求與工藝文件符合率100%; 2. 監控記錄與工藝文件的符合率:100% 3. 過程產品質量的符合情況:所有操作均按作業指導書進行,執行率100% |
||||||||||||||||||||||||||||||||||||
| 驗證結論 | 經驗證:埋弧自動焊工藝參數適宜、設備、人員符合要求,過程能力充分 | |||||||||||||||||||||||||||||||||||
| 驗證部門 | 技術部 | 生產部 | 質保辦 | 車間 | 安全辦 | 審批 | x xxx | |||||||||||||||||||||||||||||
| 驗證人簽名 | xxx | xxx | xxx | xxx | xxx | 日期 | xxxx.xx.x | |||||||||||||||||||||||||||||
上一篇:
審核研究二







